
I.Introduction
Metal forming technology is a critical foundational process in modern manufacturing. Known for its flexibility, precision, and efficiency, it plays a vital role across a wide range of industrial sectors. It not only drives improvements in product performance and manufacturing efficiency but also fosters innovation in industrial technology and economic growth. Metal forming is an indispensable component of modern manufacturing.
Among the many metal forming processes, die casting and metal injection molding (MIM) are commonly used for producing complex metal parts. This article will compare the two methods and provide real-world examples to help illustrate how to choose between them. If you’re unsure which process is right for your project, this guide will offer valuable insights to support your decision-making.
II.What is Die Casting?
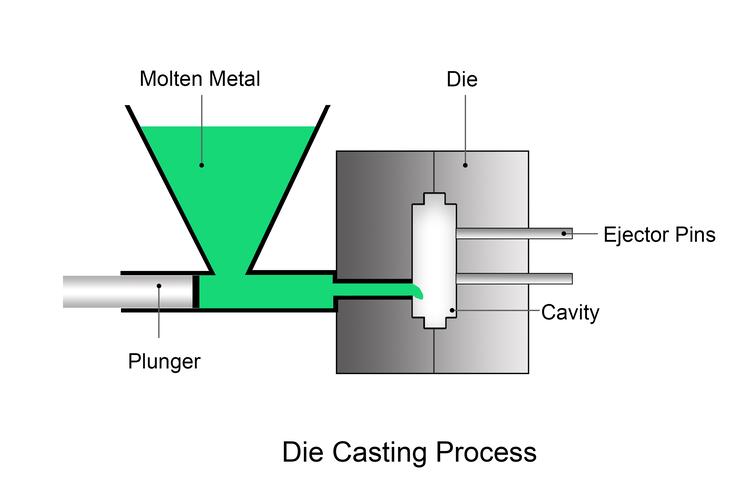
Die casting is a metal casting process in which molten metal is injected into a precisely machined steel mold cavity under high pressure. The metal quickly cools and solidifies inside the mold, forming a part with the desired shape. Similar to plastic injection molding, this process uses high pressure to force the molten metal into intricate mold cavities at high speed. Die casting is ideal for mass-producing small to medium-sized metal components that require high precision, smooth surface finishes, and consistent dimensions.
III. What is Metal Injection Moulding (MIM)?
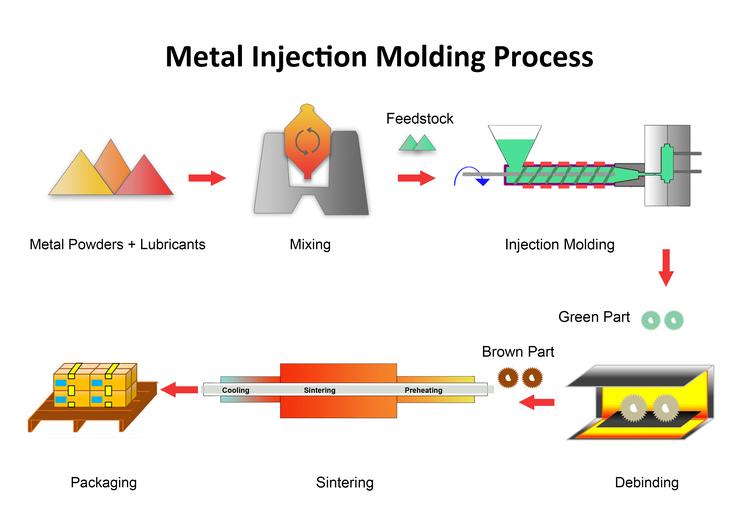
Metal Injection Molding (MIM) is a metalworking process that combines the design flexibility of plastic injection molding with the material advantages of powder metallurgy. Here’s a breakdown of its process:
- Feedstock Preparation: Fine metal powders are mixed with a plastic binder to form a flowable composite, much like the feedstock preparation in plastic injection molding.
- Injection Molding: Under high pressure, this composite is injected into a mold, much like in traditional injection molding, to take on the desired shape.
- Debinding: Post – molding, the binder is eliminated through a debinding process, resulting in a “brown part.”
- Sintering: The brown part undergoes high – temperature sintering, a technique rooted in powder metallurgy, to achieve final density and strength.
In summary, the MIM process, which can be concisely summarized as Feedstock Preparation → Injection Molding → Debinding → Sintering, facilitates the production of high – density, high – strength metal components with complex geometries.It’s a cost – effective method particularly well – suited for thin – walled structures (as thin as 1 mm) and components with intricate shapes.
> Relationship of Metal Injection Moulding (MIM) to Plastic Injection Moulding and Powder Metallurgy
MIM is an advanced manufacturing technique that combines the molding flexibility of plastic injection with the material processing capabilities of powder metallurgy(PM).
Relationship with Plastic Injection Molding:
- MIM draws on the core principles of plastic injection molding by injecting a flowable material—known as feedstock, a mixture of metal powder and binder—into a mold under high pressure using an injection molding machine. This approach enables the production of complex three-dimensional shapes and high-precision components, offering flexibility and design freedom comparable to that of plastic injection molding.
Relationship with Powder Metallurgy:
- MIM uses metal powders as raw materials, placing it within the realm of powder metallurgy. However, the metal powders used in MIM are typically spherical and have finer particle sizes, prepared through a special gas atomization process to ensure good flowability and uniformity. In contrast, traditional powder metallurgy often uses irregularly shaped, larger particle powders, which are typically formed and sintered by pressing. Compared to this, MIM utilizes injection molding to produce near-net-shape parts, reducing the need for additional machining and enabling the creation of more complex and finer structures.
IV. Similarities between Die Casting and MIM
This chapter will explore the similarities between die casting and MIM in several aspects, including mold usage, injection methods, mass production capabilities, shape complexity, and the molding manufacturing process.
- The use of moulds/pressure dies:
Both processes involve injecting material into a mold or die cavity to define the final shape of the part. The mold systems for both are made up of two parts, and their operating principles are similar, with the cavity being filled under pressure.
High-Pressure Injection:
Both MIM and die casting use high pressure to fill their respective materials into the mold cavity.
- Similar Mold Design Features:
Both processes utilize molds designed to withstand injection pressure, featuring elements such as parting lines, ejector pins, and gating systems. However, die casting molds must endure higher temperatures and pressures.
Mass Production Capability:
Both methods are designed for efficient, large-scale production of parts. Due to mold costs and process setup, they are economically feasible for high-volume manufacturing.
Ability to Produce Complex Shapes:
Both processes can produce parts with complex geometries, which are often difficult or impossible to machine using traditional methods.
Near-Net-Shape Manufacturing:
Both processes aim to produce parts that are close to the final dimensions and shape, reducing the need for extensive secondary or finishing operations.
V. Main Differences between Die Casting and MIM
This chapter will explore the differences in process, materials, surface treatment, part dimensions, and cost structure.
1.Differences in process
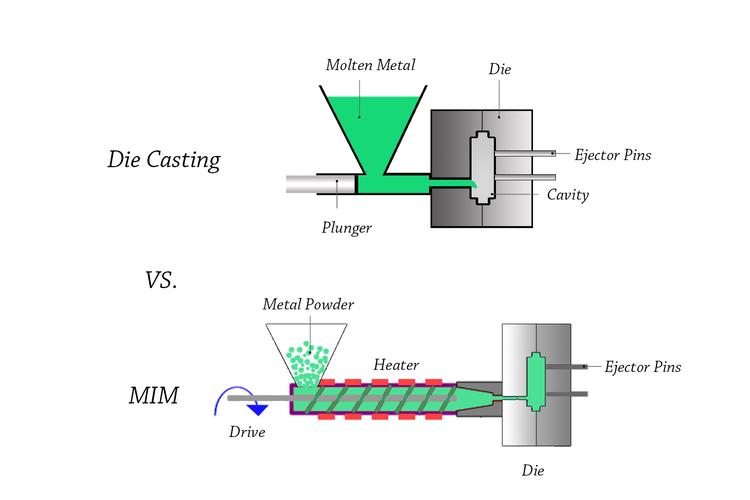
Die casting and Metal Injection Molding (MIM) have significant differences. In terms of the process, die casting involves injecting molten metal into the mold cavity using a plunger, while MIM involves injecting metal powder into the mold under the action of a heater, with the material driven by a screw.
2.Morphology of material
In terms of material form, die casting uses molten metal, while MIM uses metal powder.

Die casting

MIM
3.Common Materials
| Feature | Die Casting | MIM |
|---|---|---|
Typical Metals |
Primarily non-ferrous metals: aluminum, zinc, magnesium, copper alloys |
Stainless steel, titanium, nickel, tungsten, copper, tool steel, high-temperature alloys (including ferrous and non-ferrous metals) |
Melting Point Range |
Limited to low-melting-point metals |
Capable of processing high-melting-point metals |
4.Part size range
- Die casting is better suited for producing larger, simpler parts with thicker walls.
- MIM excels at manufacturing small, complex parts with intricate geometries and thin walls (less than 1 mm), something that die casting cannot reliably achieve.
5.Precision and Surface Finish
- Die casting parts often experience significant dimensional variation and usually require trimming and finishing to meet specifications. The control of wall thickness in die casting is also limited.
- Parts produced by MIM have very tight tolerances (as low as about 0.05 mm) and excellent surface finishes, typically eliminating the need for secondary processing.
6.Mould Cost
- Die casting molds are generally more expensive, especially for large parts. This is because they must withstand high temperatures and pressures, are made from hardened steel, and have complex structures that include cooling channels, ejector pins, and more. The mold itself can weigh over 1,000 times more than the part it produces, making the initial investment significant. Mold costs typically range from $1,000 to $10,000.
MIM molds, while still relatively costly, are generally less expensive than die casting molds, with typical prices ranging from $1,000 to $3,000. However, MIM molds have a shorter lifespan—usually around 150,000 to 300,000 shots—whereas die casting molds can last from 500,000 to over 1,000,000 shots.
7.Investment in equipment and processes
- Die casting machines and supporting equipment require significant investment, but the production process is highly automated, allowing for high-speed, continuous manufacturing that reduces labor costs.
- The MIM process is more complex, involving multiple steps such as feedstock preparation, injection molding, debinding, and sintering. It requires higher equipment investment and operating costs, along with strict process control to ensure consistent quality.
8.Production cost structure
- Due to its shorter cycle time (typically 10 to 60 seconds) and longer mold life (up to 1 million shots), die casting generally has a lower cost per part in high-volume production.
- In contrast, MIM involves more processing steps and has a shorter mold life (150,000 to 300,000 shots), resulting in higher tooling and processing costs. However, it allows for near-net-shape production with minimal material waste.MIM also offers greater flexibility for design changes and can produce complex parts without the need for secondary operations, though the initial setup cost is higher.
| Attribute | Die Casting | MIM |
|---|---|---|
Process Complexity |
Single-step injection and solidification of molten metal |
Multi-step (injection, debinding, sintering) |
Part Requirements |
Larger, simpler parts |
Small, complex, thin-walled parts |
Materials |
Mainly non-ferrous metals (aluminum, zinc, magnesium, copper alloys) |
Wide range including ferrous alloys and high-melting-point metals |
Surface Finish |
Moderate, often requires secondary machining |
Excellent, often requires no post-processing |
Tolerance |
Moderate, trimming required |
Very tight (±0.05 mm) |
Production Cycle |
Short (10–60 seconds per part), ideal for high-speed, high-volume production |
Longer due to debinding and sintering steps |
Mold Cost |
High, especially for large or complex molds; long mold life (500K–1M shots) |
Relatively high but lower than die casting; shorter mold life (150K–300K shots) |
Cost per Part |
Lower in high-volume production |
Higher initial and processing |
Economic Batch Size |
Most cost-effective for high volumes (thousands or more) |
Economical for medium to large volumes (thousands to millions) |
VI. How to Choose Between Die Casting and MIM Based on Real-World Applications?
Different projects have different requirements. To determine which process—die casting or MIM—is more suitable, we can evaluate the following practical aspects:
1.From industry applications:
Die Casting is commonly used in industries such as:
| Industry | Typical Applications | Key Advantages |
|---|---|---|
Automotive |
Engine parts, transmission housings, chassis components, seatbelt retractors |
Lightweight, high strength, high precision |
Motorcycles |
Engine and structural parts |
Complex geometry, durable |
Consumer Electronics / 3C |
Mobile phone housings, heat sinks, electronic casings |
Precise detailing, complex shapes |
Home Appliances |
Structural parts, outer shells |
Lightweight, rust-resistant, cost-effective |
Aerospace |
Aircraft engine casings, avionics, missile components |
High strength, lightweight, complex structures |
Construction Machinery |
Excavator and bulldozer parts |
Durable, quality enhancement |
Building / Architecture |
Hinges, window frames, fixtures |
Functional and aesthetic |
Medical Devices |
Surgical instruments, artificial joints |
High precision, high performance |
Others |
Weapon components, instruments, sensor housings, etc. |
Versatile, high-performance |
MIM is primarily used in fields like:
| Industry | Typical Applications | Key Advantages |
|---|---|---|
Automotive |
Engine components, transmission parts, shock absorber components |
Integrated complex structures, high performance, high-volume capable |
Medical Devices |
Surgical tools, dental components, orthopedic implants |
High precision, excellent mechanical properties, biocompatibility |
Consumer Electronics / 3C |
Mobile phone components, wearable devices, computer parts |
Compact and complex designs, thin-walled, high precision, low cost |
Aerospace |
Lightweight gears, fuel injector nozzles |
High strength, lightweight, capable of producing complex shapes |
Other Industrial Uses |
Industrial tools, fiber optic connectors, military components |
High performance, miniaturized and complex geometry |
2.Part Size & Weight
- If your part is relatively large or heavy(e.g., over 200g), Die Castingis generally recommended.
- If your part is very small and detailed(typically <100g, ideally <50g) and has complex geometry, MIMis the better choice.

Automotive engine housing → Die Casting
Watch internal components → MIM
3.Tolerance & Precision Requirements
- If your part requires high dimensional accuracyand you want to minimize post-processing, MIMis a strong choice (tolerances typically up to ±0.05mm).
- If moderate precisionis acceptable and secondary machiningis planned, Die Casting is usually sufficient.

High-precision medical device connector → MIM

Industrial valve body casting → Die Casting
4.Part Complexity
- For complex, slender partswith internal holesor fine details, MIM offers significant advantages.
- For bulkier partswith uniform wall thicknessand lower flowability requirements, Die Casting is more suitable.

Small component with porous or gear-like structures → MIM
Larger, regularly shaped parts→ Die Casting
5.Material Considerations
Die Casting Materials
- Primarily non-ferrous metals and their alloys, commonly used materials include:
- Aluminum alloys(e.g. GB: ZL102, ZL104; Japan: ADC10, ADC12; US: A360, A380): widely used in automotive and electronics.
- Zinc alloys: easy to cast, suitable for small components with good strength and ductility.
- Magnesium alloys: lightweight, easy to machine, excellent strength-to-weight ratio.
- Copper alloys: high hardness, excellent corrosion resistance and mechanical properties.
- Others such as lead, tin, and their alloys are also used in die casting.
- Typically uses low-melting-point light alloys, suitable for hot or cold chamber die casting.
- Ideal for larger componentswith thicker walls. Material costs can fluctuate with the market.
MIM (Metal Injection Molding) Materials
- Based on metal powders, offering a broader rangeof high-performance metals and alloys:
- Iron-based alloys: stainless steel, tool steel, low alloy steels, Fe-Ni alloys, etc.
- Tungsten alloys: tungsten-copper, heavy tungsten alloys.
- Nickel alloys: pure nickel and nickel-based superalloys.
- Molybdenum alloys: molybdenum, molybdenum-copper.
- Titanium alloys.
- Hard materials: cobalt-chromium alloys, cemented carbides (e.g., WC-Co), cermets, etc.
- Others include aluminum, copper and copper alloys, precious metals, magnetic alloys(soft/hard magnetic), and shape memory alloys.
- Ideal for small, high-precision componentswith complex structures. Offers excellent material performance and adaptability to specialized requirements.
6.Surface Finish Expectations
- MIMoffers high surface precisiondirectly from molding, often requiring minimal post-processing.
- Die Castinggenerally produces rougher surfaces, which typically require additional machining, polishing, or sandblasting
If your part requires fine textures or a matte metallic finish, MIM is the preferred choice.
If surface finish is not a critical factor or the part will undergo post-machining, Die Casting is sufficient.
7.Production Volume & Budget
(1) Ultra-High Volume (Tens of Thousands and Above)
- Die Casting: Ideal for larger parts with relatively simple structures(typically heavier and thicker-walled). Short cycle times and long mold life result in low unit costs. Excellent for mass production due to high-speed and durable tooling.
- MIM: Not recommended. Despite its ability to produce complex, precise parts, the shorter mold life, higher initial investment, and multi-step processingmake it less cost-effective at ultra-high volumes compared to die casting.
(2) High Volume (Over 10,000 Units)
- Die Casting: Suitable for larger, simpler parts. Its short production cyclesand durable moldskeep unit costs low, making it ideal for large-scale, high-speed manufacturing.
- MIM: Well-suited for small, complex, precision metal parts(typically 0.1g–200g, with wall thickness down to 1mm). Although it involves a more complex process(injection, debinding, sintering) and shorter mold life, it remains cost-effective at this volume due to high precision and design flexibility.
(3) Low to Medium Volume
- Die Casting: May still be viable for larger, simple parts, but high mold costscan be hard to justify in small volumes.
- MIM: Suitable for highly complex or miniature parts, though per-unit cost is higher. A case-by-case evaluationis needed to determine the most cost-effective solution.
VII. Conclusion
Choosing the right manufacturing process is a critical step in achieving your product design goals, ensuring manufacturing quality, controlling costs, and driving innovation. It directly impacts the competitiveness and long-term sustainability of your business.
At Keywin, we offer comprehensive process evaluations and customized manufacturing solutions to help you make the most suitable decision for your project. Whether you’re aiming for cost efficiency, high precision, or complex geometries, our team is ready to assist.
Still unsure which process is right for your part?
Send us your drawings or samples, and we will provide a tailored recommendation based on your part’s size, quantity, material, and budget.