
Abstract
In CNC precision machining, tapping screws are among the most commonly used fasteners for assembly.Although it has a simple structure, the reasonable design of its screw holes will directly affect the assembly quality, product life and overall productivity. This article systematically explains, from a design perspective, how to properly reserve tapping screw holes in CNC machined parts — covering key aspects such as hole diameter selection, depth, chamfering, layout requirements, and common problem-solving strategies. Drawing on Keywin’s practical machining experience, this guide offers actionable recommendations to help R&D and procurement professionals avoid common assembly mistakes.
I. Introduction to Tapping Screws
Tapping screws are a type of fastener that can cut or form internal threads as they are driven into a material. Unlike machine screws, which require pre-tapped holes, tapping screws can be directly screwed into pre-drilled holes, eliminating the tapping process and significantly improving assembly efficiency.
Common types include:
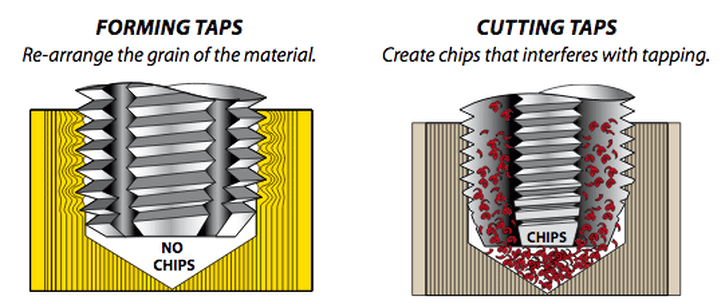
- Thread-cutting tapping screws:Suitable for metals; these screws cut and remove material to form threads during installation.
- Thread-forming tapping screws: Ideal for softer materials such as plastics; they form threads by displacing material rather than cutting it.
Applicable materials: aluminum alloys, engineering plastics, sheet metal, etc.
Advantages: simplified processes, reduced assembly time, and lower manufacturing costs.
II. Key Design Considerations for Tapping Screw Holes
If the hole diameter is too small, it may cause insertion difficulty or even cracking; if the diameter is too large, thread stripping may occur. The table below shows recommended pre-drilled hole diameters for common screw sizes:
2.1 Hole Diameter Selection (Key Focus)
| Screw Size | Material | Recommended Pre-drilled Diameter |
|---|---|---|
|
M2.5 |
Aluminum Alloy |
2.1–2.2 mm |
|
M3 |
Aluminum Alloy |
2.4–2.5 mm |
|
M4 |
Aluminum Alloy |
3.3–3.4 mm |
|
M3 |
ABS Plastic |
2.3 mm |
|
M4 |
PC/PA Plastic |
3.2 mm |
Tip: Different materials have varying springback and forming characteristics. It is recommended to conduct screw fitting tests during the prototyping stage.
2.2 Hole Depth Design
Generally, the screw insertion depth should be no less than 1.5–2 times the screw diameter. For blind holes, additional space should be reserved to prevent the screw from bottoming out, which could cause cracks or jamming.
2.3 Chamfer Design (For Easier Insertion)
It is recommended to add a chamfer of 0.3–0.5 mm at the hole entrance to facilitate screw insertion and reduce the risk of thread stripping, especially in automated assembly scenarios.
2.4 Hole Layout and Margins
- The distance between the center of the screw hole and the edge of the part should be at least 1.5 times the screw diameter to avoid edge cracking.
- Ensure enough space for assembly tools (e.g., electric screwdrivers).
- For densely assembled components, design for batch assembly efficiency and error tolerance.
III. Quality Assurance in CNC Machining
In Keywin’s practice, meticulous detail control determines assembly quality. Here are some of our commonly used machining and inspection measures:
- High-precision CNC drilling, controlling hole diameter tolerance within ±0.05 mm.
- Using dedicated fixtures for positioning to ensure hole consistency.
- In-process inspection: including first article inspection and batch sampling.
- Customer drawing optimization suggestions: offering improvements for chamfer, depth, and tolerance.
- Trial assembly services available to ensure smooth screw insertion.
IV. Common Issues and Solutions
| Issue Description | Possible Cause | Suggested Solution |
|---|---|---|
|
Thread stripping |
Hole diameter too large or repeated screwing |
Reduce hole diameter or use thread-forming screws |
|
Cracks during assembly |
Hole diameter too small or screw mismatch |
Increase hole diameter or change screw specification |
|
Misalignment of screws and holes |
Insufficient machining precision |
Use locating pins or improve hole tolerance control |
|
Screws jamming at bottom |
Insufficient hole depth or lack of chip clearance |
Increase hole depth and design a ‘countersink cavity’
|
V. Conclusion
A small tapping screw hole often determines the structural reliability and assembly efficiency of the entire product. By properly designing the hole diameter, depth, chamfer, and layout, combined with precise CNC machining processes, common issues such as thread stripping, misalignment, and cracking can be effectively avoided.
If you are developing components requiring tapping screw assembly, feel free to send us your drawings. We offer professional manufacturability analysis to help you improve product quality and shorten development cycles.
Get Free Advice or a Quotation
Contact our engineering team now — we will get back to you within 24 hours.