
Introduction
Climb milling and conventional milling are two commonly used machining methods in CNC milling. The tool and workpiece feed directions differ between the two methods: one is in the same direction, and the other is in the opposite direction. This article will focus on climb milling and conventional milling, explaining the two methods from the perspectives of definition and machining characteristics, and analyzing their respective advantages and compatibility.
Ⅰ. What is a Climb Milling?
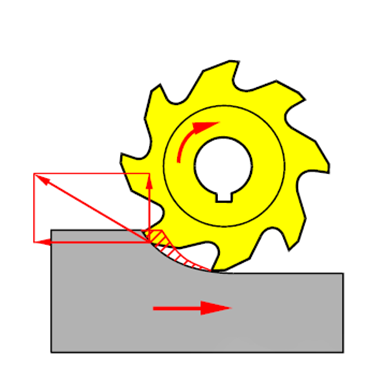
When the milling cutters cutting point moves in the same direction as the worktables feed direction, this machining method is called climb milling. During climb milling, the tools cutting direction aligns with the workpieces feed direction. At the start of cutting, the cutting edge directly enters the workpieces maximum thickness position, causing the chip thickness to reach its peak at the initial moment. Subsequently, the tool continues cutting along an arc trajectory, with the amount of material being cut gradually decreasing, resulting in progressively thinner chips.
Additionally, during climb milling, the cutting force primarily acts perpendicular to the workpiece, firmly pressing it against the worktable. This eliminates counteracting forces caused by opposing cutting directions, thereby enhancing machining stability.
The milling is the most common method in milling program, especially suitable for finishing and semi-finishing, and thin-walled parts, slender shafts, thin plates and other easily deformed workpieces.
Ⅱ. Advantages and Disadvantages of Climb Milling
Advantages:
Extended tool life.
During climb milling, the cutting edge enters the material in the same direction as the force applied to the tool and workpiece, minimizing slippage and friction. This reduces tool wear during the process, effectively extending tool life.
Stable workpiece loading
The main cutting force of climb milling is pressed towards the workpiece, which can be pressed tightly against the worktable and is not prone to vibration. It is suitable for workpieces with thin inner walls or slender shafts that are easily deformed.
High surface finish quality
The cutting tool cuts directly into the ground without lubrication or friction at the start of the cut, reducing unnecessary tool marks and resulting in a crisp, clean cut with finer tool marks.
High cutting efficiency
Chip evacuation is smooth with minimal obstruction, making it suitable for high-volume rough machining.
Resistant to built-up edge (BUE) formation
Reduced friction between the cutting tool and workpiece generates lower temperatures, minimizing the likelihood of BUE formation.
Disadvantages:
Increased risk of dimensional deviation
When milling the side of a workpiece, a milling component force Fp pushes the workpiece outward. Due to clearance between the worktable and lead screw, combined with the workpiece’s inherent elasticity causing deformation, the resulting part may exhibit increased thickness or dimensional inaccuracies. This necessitates higher precision in machine tools and work holding.
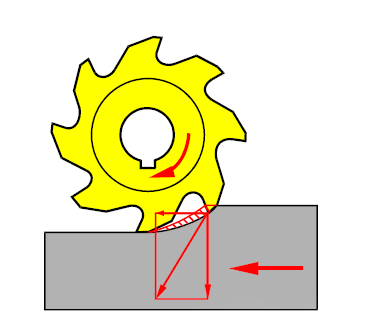
Ⅲ. What is Conventional Milling?
When the cutting point of the milling cutter moves in the opposite direction to the table feed direction, this machining method is called climb milling. The cutting forces in climb milling are directed away from the workpiece.
Unlike conventional milling (where the cutting thickness decreases from thickest to zero), in climb milling the chip thickness starts at zero and increases to its maximum value by the end of the cut.
Roughing with back milling is particularly suitable for rough machining of castings, forgings, weldments, and other blanks with hard skins or sand holes on their surfaces. It is also ideal for removing allowances where clamping conditions are relatively simple and requirements for surface quality and dimensional accuracy are lower. Additionally, back milling places lower demands on machine tool rigidity and transmission accuracy, making it more suitable for standard or older milling machines.
Ⅳ. Advantages and Disadvantages of conventional milling
Advantages
Lower demands on machine tools and workholding:
Cutting forces are directed upward and opposite to the feed direction, preventing the worktable from moving forward with the cutting tool. Thus, even if the machine’s feed system has backlash, it does not affect machining accuracy.
Suitable for rough machining
During initial contact, the tool first squeezes and scrapes the workpiece surface before proceeding with cutting operations. This reduces tool edge chipping caused by direct plunging.
Smooth machine operation
Compared to climb milling, tool-workpiece contact is less prone to chatter, resulting in smoother operation. This makes it suitable for rough machining with lower precision requirements.
Disadvantages:
Short tool life
Initial squeezing and scraping accelerate wear on the rake face, reducing tool durability.
Poor surface finish
Squeezing and scraping leave fine scratches and tool marks on the workpiece surface.
Low cutting efficiency
Compared to climb milling, chip evacuation is less smooth. Chips are more likely to be trapped in the cutting zone, creating significant chip removal resistance. This hinders high feed rates or deep cutting operations, resulting in relatively low machining efficiency.
Workpiece deformation and poor machining stability
Upward cutting forces during down-milling can lift the workpiece, causing vibrations at the workpiece-table interface. This leads to surface mark deviations and is unsuitable for deformable components.
Ⅴ. Differences Between Climb Milling and Conventional Milling
Climb milling and conventional milling each possess distinct characteristics, with varying performance advantages in different aspects. These differences can be summarized into the following three main points:
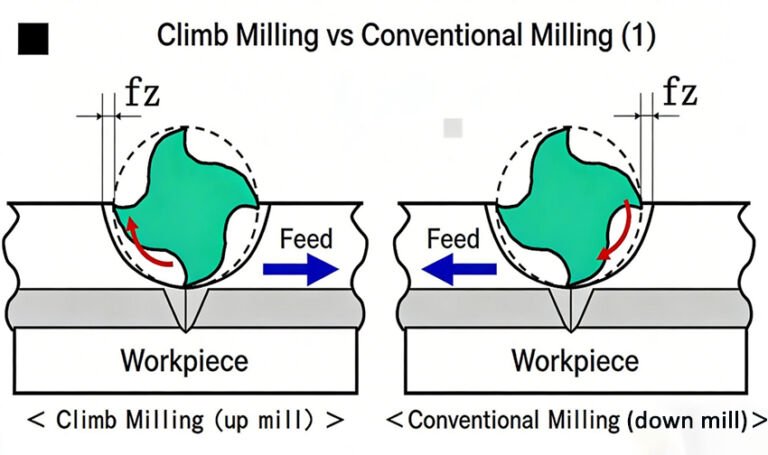
Cutting Direction and Feed Direction:
In conventional milling, the tool’s movement direction aligns with the workpiece feed direction, whereas in climb milling, the tool’s movement direction opposes the workpiece feed direction.
Chip Thickness Variation:
In climb milling, chip thickness gradually decreases from large to small. The cutting edge enters effective cutting immediately, minimizing slippage and friction. In conventional milling, chip thickness gradually increases from small to large. During initial cutting edge engagement, slippage and friction are more likely to occur on the workpiece surface.
Tool force direction:
In climb milling, the tool exerts a downward and forward force on the workpiece, pressing it more firmly against the table. In conventional milling, the tool pushes the workpiece upward and backward, tending to lift it off the table.
Ⅵ. When to Choose Climb Milling?
Based on the characteristics of climb milling, the following scenarios are typically suitable for its application during actual milling operations:
• Machines equipped with feed backlash compensation devices (e.g., ball screw backlash compensation in CNC milling machines or machining centers);
• Workpieces made of fine materials / without hard skin (e.g., bar stock, sheet metal) requiring finish machining / semi-finish machining with high surface quality demands;
• Machining thin-walled, slender shafts, thin plates, or other deformation-prone workpieces;
• Using carbide or coated tools where tool life and cutting efficiency are prioritized.
• CNC machining centers default to climb milling due to their high-precision feed systems (ball screws) with backlash compensation, which fully leverage climb milling advantages.
Ⅶ. When to Choose Conventional Milling?
In contrast to climb milling, conventional milling is suitable for these scenarios:
• Standard milling machines / older equipment with feed systems exhibiting backlash and lacking backlash compensation mechanisms;
• Castings, forgings, or weldments with surface defects like hard skin, sand holes, or impurities;
• Rough machining requiring rapid stock removal with no surface quality requirements;
• Simple workpiece clamping without specialized fixtures, where concerns exist about displacement caused by pull forces during conventional milling.
Sum up
Conventional milling features tool cutting direction aligned with workpiece feed direction. Chips enter thick and exit thin, with cutting forces directed toward the workpiece. This method delivers high surface quality, extended tool life, and superior cutting efficiency, but demands higher machine tool and clamping precision.
Conventional Milling involves cutting against the feed direction, with chips exiting thicker than entering. Cutting forces are directed away from the workpiece, reducing demands on machine tools and clamping. However, it suffers from rapid tool wear, low cutting efficiency, and poor surface finish quality.
In practical machining, selecting the appropriate method hinges on material characteristics. For CNC finishing operations or processing deformable components, climb milling is preferred. Conversely, conventional roughing operations or machining hard, tough blanks typically employ conventional milling.