Introduction
In machining, face milling and end milling represent two fundamental and core milling processes. However, they exhibit fundamental differences in tool structure, machining characteristics, and application scenarios. This article aims to thoroughly analyze the distinctions between face milling and end milling. Through clear comparisons, it assists you in making more precise and efficient milling choices during actual production.

Ⅰ. What is Face Milling?
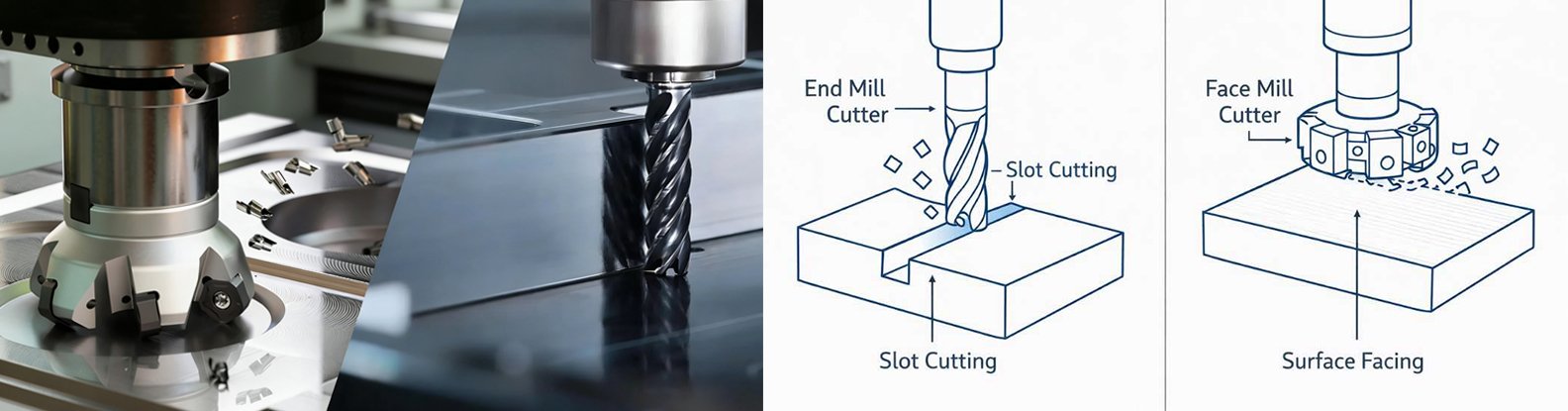
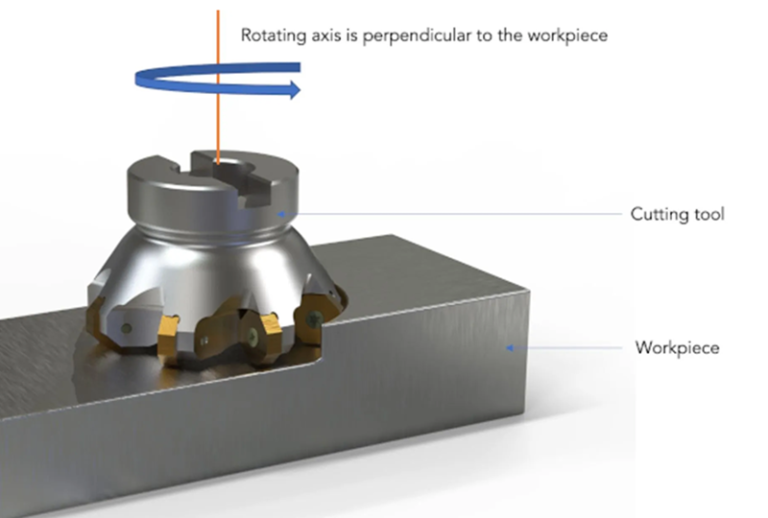
Face milling is a milling method used to machine the flat surfaces of workpieces. During processing, the face milling cutter cuts from above the workpiece, milling its surface flat to efficiently achieve a smooth, level finish. It is commonly used for machining the outer surfaces or reference surfaces of parts, offering high efficiency and consistent results.
Ⅱ. Features of Face Milling
- Machining Characteristics: Face milling primarily employs the tool’s end face for cutting, used to machine flat surfaces and stepped surfaces on workpieces.
- Tool Structure: Face milling cutters typically feature large diameters and multiple indexable inserts, with several inserts participating in cutting simultaneously.
- Replaceable Inserts: Worn inserts can be replaced individually without changing the tool body.
- Common Application: Often used as a standalone or secondary operation, face milling is primarily employed during the flat surface machining stage. It can be completed independently or serve as a foundational step for subsequent machining processes.
Ⅲ. Applications of Face Milling
Face milling is primarily used for machining flat surfaces and stepped surfaces on workpieces, suitable for large-area planar machining requirements. Common applications include:
- Molds: Machining reference surfaces for templates and mold bases to ensure flatness and perpendicularity;
- Enclosure-type components: Machining surfaces of machine tool beds and enclosures to achieve assembly precision;
- Plate/Profile Machining: Flat milling of steel plates, aluminum sheets, etc., for structural component fabrication;
- Non-Standard Parts: Machining reference planes for various custom components, providing positioning benchmarks for subsequent processes.
Ⅲ. Advantages of Face Miliing
- High machining efficiency: Supports simultaneous cutting with multiple cutting edges, enabling rapid removal of surface stock and suitability for high-speed flat machining.
- High machining quality: Achieves excellent surface flatness post-machining, ideal for roughing and semi-finishing stages.
- Excellent machining stability: Multiple inserts distribute cutting load evenly, reducing vibration and enhancing machining stability.
- Controllable tooling costs: Utilizes indexable inserts that can be individually replaced when worn, reducing tool replacement expenses and downtime.
- Wide material adaptability: By switching insert materials, it can process numerous engineering materials such as aluminum alloys, stainless steel, and various alloys.
Ⅳ. Disadvantages of Face Milling
- Higher tooling costs: Face milling cutters feature relatively complex structures, resulting in higher initial tool body procurement and insert maintenance expenses. Their cost advantages become more pronounced in medium-to-large volume production runs; for small-batch machining, a comprehensive assessment of cost versus efficiency is required.
- Limited processing scenarios: The core cutting edge of face milling tools is the end face, making them suitable only for machining flat surfaces or regular stepped surfaces. They struggle with complex curved surfaces and irregular contours.
- Demanding equipment requirements: When multiple cutting edges engage simultaneously, face milling generates significant cutting forces. If the machine tool lacks sufficient rigidity, pronounced vibrations occur, compromising surface flatness and degrading surface finish quality.
Ⅴ. What is End Milling?
End milling is a machining process that utilizes the side and end cutting edges of an end mill to perform cutting operations. It is primarily used for machining contours, grooves, and complex curved surfaces. End milling forms a core complementary relationship with face milling, together constituting the foundation of milling operations.

Ⅵ. Features of End Milling
Machining Characteristics: End milling utilizes both end faces and side cutting edges for material removal, making it suitable for localized and precision machining along complex contours, grooves, and cavities.
- Tool Structure: End mills are typically cylindrical tools with cutting edges distributed around the circumference and end face, enabling simultaneous end-face and side-face cutting. Additionally, their relatively small diameter makes them ideal for machining intricate structures.
- Cutting Profile: Featuring fewer teeth (typically 2-4), they produce narrow, strip-like cuts rather than broad planes.
- Tool Varieties: Diverse end mill types—including flat-bottom, ball-nose, and round-nose—accommodate varied machining requirements.
Ⅶ. Applications of End Milling
End milling can process workpieces with various complex shapes. Below are common machining applications for end milling:
- Groove Machining: Processes keyways, T-slots, and various grooves, serving as a core machining process for shafts and housing components;
- Contour milling: Machines external contours and curved surfaces of workpieces, suitable for processing mold cavity profiles.
- Hole machining: Capable of drilling and reaming holes, replacing some drill press operations to enhance processing efficiency.
Ⅷ. Advantages of End Milling
High process versatility: The same type of end mill can perform roughing, semi-finishing, and finishing operations through different toolpaths and parameters.
- High machining flexibility: Capable of face and side cutting, suitable for machining contours, grooves, cavities, and complex geometries.
- Suited for intricate structures: Relatively small tool diameter with concentrated cutting area, ideal for narrow slots, small features, and localized machining.
- Low tooling costs: End mills are significantly cheaper than face mills, with minimal insert consumption. Suitable for single-piece and small-batch production, featuring low initial investment and maintenance expenses.
Ⅸ. Disadvantages of End Milling
Low efficiency in flat surface machining: End mills feature small diameters and slender profiles, primarily employing radial cutting. Consequently, metal removal rates are low during machining of large flat surfaces, resulting in poor efficiency.
- Weak tool rigidity and susceptibility to bending: Shank-type tools are prone to deflection and vibration during cutting, causing surface waviness. This affects surface roughness during finishing operations and may even lead to tool breakage.
- Limited application scenarios: End mills often leave minor imperfections when milling flat surfaces, compromising surface finish quality compared to face milling. For large surfaces requiring high flatness and low roughness, dedicated face milling cutters should be selected.
Ⅹ. What is the difference between Face Milling and End Milling? (Content + Comparison Table)
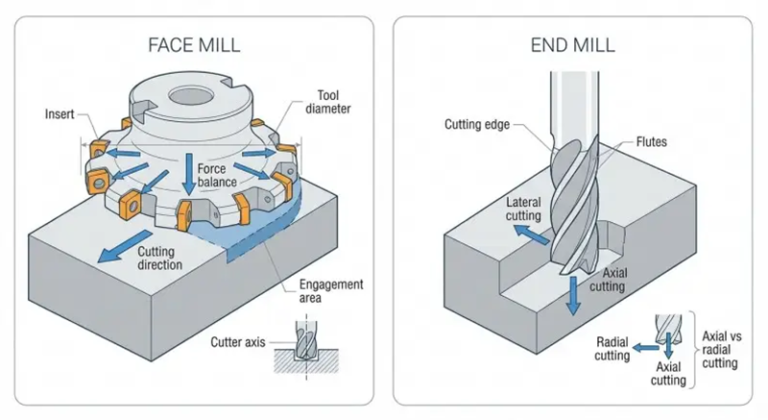
Both face milling and end milling are common milling processes, with core differences lying in tool type, machined surface quality, and the position of the primary cutting edge. Below is a comparison table of their differences:
| Feature | Face Milling | End Milling |
|---|---|---|
Tool Type |
Fsce Mill |
End Mill |
Primary Cutting Direction |
Primarily axial cutting |
Primarily radial cutting |
Workpiece Type |
Single, primarily flat surfaces |
Diverse, including steps, grooves, contours, etc. |
Processing Efficiency |
High |
Low |
Surface Finish Quality |
Good flatness, low surface roughness |
Depends on tool and path; typically less stable than face milling |
Application Scenarios |
Machining part surfaces, reference planes, large flat surfaces |
Machining peripheral contours, mold cavities, and profile shapes |
XI. How to Choose Between Face Milling and End Milling?
Selecting between face milling and end milling requires clarifying the core machining objectives and workpiece structure. Use the following table to choose the appropriate milling method:
| Selection Criteria | Face Milling | End Milling |
|---|---|---|
Machining Requirements |
Flat surface machining only |
Complex structures including planes, slots, steps, contours, cavities, etc. |
Machined Surface Dimensions |
Large-scale flat surfaces |
Small surfaces/local repairs |
Equipment Conditions |
Horizontal milling machine |
Vertical milling machine |
Production Volume |
High-volume flat surface machining |
Single-piece/small-batch custom work |
Conclusion
Understanding the distinction between face milling and end milling is crucial for selecting precise machining processes. Face milling excels at efficiently processing large flat surfaces, while end milling offers high precision and flexibility, making it ideal for complex structures and localized machining. Each method has its strengths; choosing based on specific requirements enables comprehensive machining capabilities—from basic to complex applications.
Frequently Asked Questions (FAQ)
Q: What are the differences in tool geometry between face milling cutters and end mills?
A: Face milling cutters feature a large diameter with cutting inserts perpendicular to the spindle on the tool face. End mills have a small diameter shank with teeth that combine both face and peripheral cutting edges.
Q: When machining thin-walled workpieces, which process offers better stability—face milling or end milling?
A: Face milling provides superior stability for thin walls because the cutting action is more uniform and distributed across the workpiece plane. End milling involves radial cutting, which can cause thin walls to shift, resulting in poorer stability.
Q: What are the respective limitations of face milling and end milling in practical applications?
A: Face milling is only suitable for machining flat surfaces and is not compatible with complex structures like vertical surfaces or grooves. The limitation of end milling is low efficiency when machining large flat surfaces, and the slender shank lacks sufficient rigidity, making it prone to vibration.